














带式浓缩脱水机质量保证
带式浓缩脱水机质量保证:
1、带式浓缩脱水机主体部分选用优质不锈钢制成,包括主脱水辊、防水罩、喷嘴、接水槽、挡泥板等零部件。
2、带式浓缩脱水机主机机架采用优质国标方管整体焊接而成,其表面经高强度防腐蚀喷漆处理,底层喷环氧富锌漆,中层喷环氧云铁漆,表层喷氟碳漆再外加出机补漆,共四道喷漆,耐酸、碱及防生锈能力可以达到10年以上。
3、轴承座采用优质铁铸铁全密封,轴承为双排滚子知名品牌轴承,比单排滚子轴承具有更好承受力度和耐无磨损性。挤压辊、传动辊、导辊为优质无缝管外包优质耐磨橡胶,可保用三年。

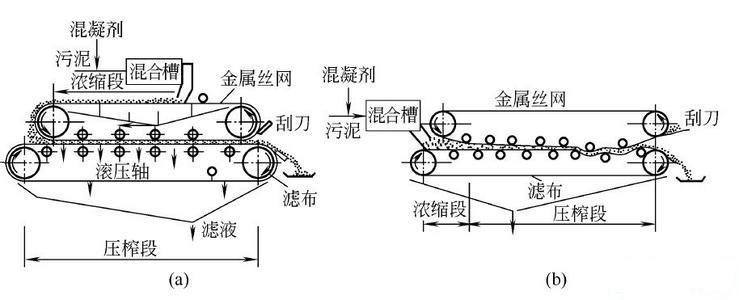
带式浓缩脱水机工作原理:
含水污泥,经污泥泵输送至污泥搅拌罐,同时投加凝聚剂进行充分混合反应,而后流入带式污泥压滤机的布泥器,污泥均匀分布到重力脱水区上,并在泥耙的双向疏导和重力作用下,污泥随着脱水滤带的移动,迅速脱去污泥的游离水。由于重力脱水区设计较长,从而达到限度重力脱水。翻转下来的污泥进入超长的楔形预压脱水区将重力区卸下的污泥缓缓夹住,形成三明治式的夹角层,对其进行顺序缓慢预增加压过滤,使泥层中的残余游离水份减至低位,随着上下两条滤带缓慢前进,两条滤带之间的上下距离逐渐减小,中间的泥层逐渐变硬,通过预压脱水大直径的过滤辊, 将大量的游离水脱掉,为泥饼顺利进入挤压脱水区,进入“ S ”压榨段,在“ S ”型压榨段中,污泥被夹在上、下两层滤布中间,经若干个压榨辊反复压榨,上下两条滤带在经过交错各辊形成的波形路径时, 由于两条滤带的上下位置顺序交替,对夹持的泥饼产生剪切力, 将残存于污泥中的水分绝大部分积压滤除,促使泥饼再一次脱水,后通过刮刀将干泥饼刮落。

带式浓缩脱水机新滤带安装:
滤带的正确安装,对于滤带的使用寿命是非常重要的。由于张紧度分配的不平衡,不正确安装的滤带会产生突然的起皱或压折,导致滤带提早损坏。新滤带的安装或滤带的更换,可以由使用者来完成,他们工作要细心,遵守详细安装步骤。
1).一次只能安装一条滤带。
2).用手把第一条滤带送入带机,从重力区(或脱水区)到卸料端(上面或下面的卸料辊),
3).把中间大约一半长的滤带送入压力区:剩下的一半滤带送入上面或下面的回带辊(取决于安装哪条滤带),尔后在卸料辊处与滤带的另-端会合。因为在卸料辊一端便于缝合滤带,因此就在这里缝合滤带。
4).在带机上安装平纹带的时候,任何一面都可以朝上,因为平纹带两面的纹路是相同的。对于复丝仅能从一面排放的滤带,在送入带机前应使正确的一面朝上。无论是上面的还是下面的滤带,.都应当使可排放的一面与污泥直接接触,通常滤带上面都有相应的标记。
5).参见该部分中的“滤带缝合”,把滤带连接上。
6).每条滤带都可脱离另一条滤带而单独更换,就是说当安装一条滤带的时候,另一条滤带没必要必须就位。如果带机上已安装了一条滤带,那么,可用这条滤带把另一条滤带拉过压力区。请参见这一部分的滤带更换。注意如果使用驱动电机的话,要把速度设定到最小值。
7).在滤带安装之后,确保滤带与带机上的每个辊都垂直。

带式浓缩脱水机滤带缝合
1).将缝合线穿过钳压边的网眼,啮合滤带两端的钳压边,在(上端或下端)的卸料辊缝合滤带。将线穿过钳压边的时候,线的一端给磨成了球状。用手握住滤带的两端,用力将啮合的网眼压在卸料辊光滑的表面上,然后将线小心地穿过排列好的网眼。如果搭钮错位或者啮合的不好,滤带的两端将不会缝合到一条线上,这会使滤布经常产生折皱,另外滤带的纠偏也很困难。确保网眼缝合线的笔直,尤其是在插入的一端,由此它将不会挂到网眼上,或使连接的地方卷曲。最好把-一些缝合点做上标记,确保滤带的两端在一直线上,当缝合线穿过之后,网眼能够啮合良好。
2).当缝合线定位之后,沿着滤带的一侧将缝合线窝一个约30mm的弯。这将防止当滤带延展到最大宽度的时候,缝合线会从接合件里脱出来。将缝合线窝弯的一头转向与滤带行走相反的方向,并置于没有泥饼的一侧。
3).拉动滤带的两侧,使滤带延展到最大的宽度,来去除钳压边两侧所有的折皱纹。剪断缝合线的另一端,使其同样伸出滤带30mm,将其延滤带的边窝到后面,如同第2步。
带式浓缩脱水机安装调试:
初步的检查在带机及其附属设备已经正确安装并检验之后,要对设备做一个全面核查,确保它可以运行并得到了正确的调整。在这-过程中可按下面的建议获取经验。
1).确保带机已按照说明得到了润滑。
2).完成生产厂家规定的所有润滑,并要全面地熟悉运行步骤。
3).打开控制柜,将主要断电器的开关调到通电的位置。
4).使用空压机“启动”开关开启空压机,在气动控制柜里面调整滤带的张紧。
5).检查“急停”开关,确保它们能够启动紧急报警系统。
6).使用输送机“启动”开关开启输送机。



 返回博鱼boyu
返回博鱼boyu
 电话
电话
 产品中心
产品中心